
- · 上海博虎实业Inconel758锻造工艺——Inconel758近期市场价格
- · 运城材质Q345D方管尖角方管60x40x4方管
- · 300x160x8方管 湘潭工程镀锌方管 纺机 方管
- · 安徽巢湖庐江导电粉,导电水泥——免费鉴定
- · Q275新入库Q275特殊尺寸定制Q275常年备货
- · 湖北5015合金钢研磨棒联系电话
- · 抚州山东轧三边坡支护17.8钢绞线生产厂家15.2钢绞线计算公式
- · 天津SMnC420H合金钢研磨棒供应商
- · 新龙手摇移动密集柜防护舱2025讲信誉+排名一览
- · ZR-DJYJP3V-22钢带铠装阻燃计算机电缆检验合格
- · 100x100x10方管 资阳Q700L方管 诸暨q355b方管
抚州山东轧三大坝钢绞线电力连接固定15.2低温钢绞线
抚州山东轧三大坝钢绞线电力连接固定15.2低温钢绞线由于酚醛泡沫保温板能够到达防火等级:级,导热系数又比同类材料导热系数低。下面我们来分析一下影响酚醛泡沫保温板的质量因素。外墙酚醛泡沫保温板质量的好坏与其原材料,生产工艺及其密度都有密切的关系,目前外墙酚醛泡沫保温板的生产工艺主要有两种:一种是发大泡生产,采用此方法生产的产品密度低,易脆,容易出现粉化和掉渣;另一种是线生产,为改性酚醛泡沫保温板,是对其酚醛树脂和发泡工艺等进行了改性,生产出的改性酚醛泡沫保温板在一定程度上克服了自身粉化掉渣等缺点,改性酚醛保温板密度一般在55Kg以上。
山东轧三特钢有限公司生产度低松弛预应力混凝土用钢绞线,工程施工优选建材,房地产发优选建材等多项荣誉, ,应用于多个国内工程项目的建设,并出口海外几十个 和地区,获得了客户的一致好评。



产品名称:PC钢绞线/钢绞线/预应力钢绞线/无粘结钢绞
原料材质: SWRH 82B /SWRH77B
产品特点: 度/低松弛
产品分类: 有粘结/无粘结/热镀锌/环氧树脂/光面/螺旋肋/刻痕
绞线捻向: 左捻,左同向,LHLL /右捻,右同向,RHLL
标准包装: 钢带捆扎,无轴层卷, PVC内衬,防潮编织布,木托底座.
轧三特 -3;日标JIS G 3536;澳大利亚和新西兰标准AS/NZS4672.1:2007;巴西标准ABNT NBR 7483.
公路桥梁、铁路桥梁、城市轻轨、水利水电大坝、港口码头、岩体护坡锚固、基坑支护、煤矿支护、边坡支护、地铁、大型楼堂馆所、先张梁场施工、体外预应力工程等。
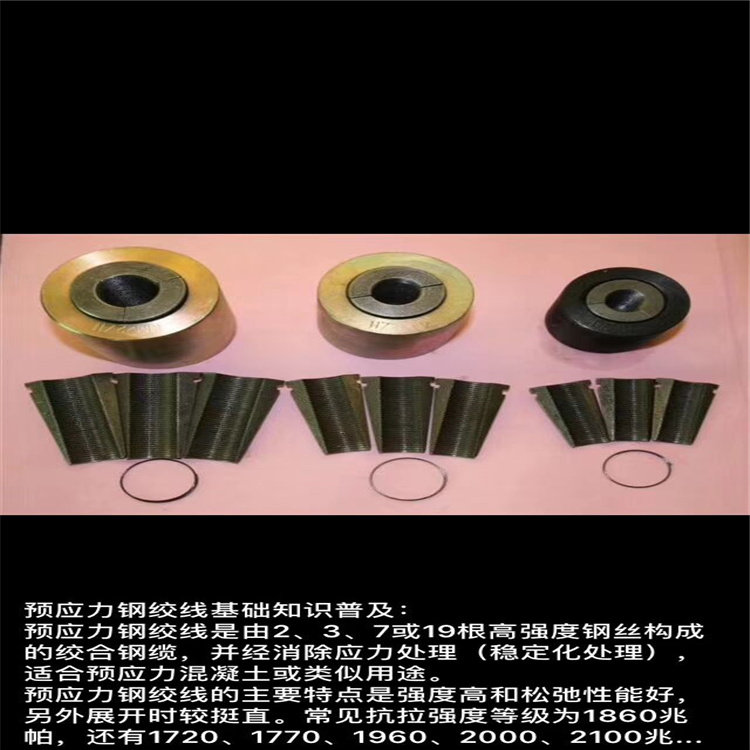
轧三特钢预应力混凝土中所用的性锚固装置,是在后张法结构或构件中,为保持预应力筋的拉力并将其传递到混凝土内部的锚固工具,也称之为预应力锚具。
抚州山东轧三大坝钢绞线电力连接固定15.2低温钢绞线现场浇注EPU-h,根据施工时的气温条件,检查发泡的速度,控制浇注量及速度,一次浇注高度宜为3~6毫米,连续浇筑,不得发生断层现象。浇注时的环境温度宜在1℃~4℃,高湿度或曝晒情况下严禁施工。外旋螺栓,使模板与EPU-h脱,拆除模板,退出自胀锚栓钉,周转再支上层模板。在硬泡体上辊涂EPU-h界面剂,要涂刷均匀一致。抹保护层:浇注完的EPU-h陈化时间为2天,之后方可施工保护层,按TS2R:水泥:中砂=1:1:3的比例拌匀,禁止额外加水,压入网格布,搭接不少于1毫米。表面干后涂柔性腻子1~2遍,干后涂性防水涂料。现场模浇硬泡聚氨酯外墙外保温,能实现低损耗、低污染,集防水保温于一体,1%%无空腔,与基层的粘结力强,不空鼓、不脱落、不裂,能根据设计厚度自由调整模板位置,施工方便,对操作工人的要求低,质量容易控制。解决了直接喷涂发泡厚度难以控制、平整度差、喷后又要用电刨刨平、损耗大的难题。对于要求面砖饰面的工程,应在抹找平层之前,用TOX钉固定一层镀锌焊接钢板网,网孔尺寸44毫米,钢丝直径1.5毫米,焊点抗拉力7N,以满足承载要求。
OVM15-2型锚具、OVM15-3型锚具、OVM15-4型锚具、OVM15-5型锚具、OVM15-6型锚具、OVM15-7型锚具、OVM15-8型锚具
OVM15-9型锚具/OVM15-10型锚具、OVM15-11型锚具、OVM15-12型锚具、OVM15-13型锚具、OVM15-14型锚具
抚州山东轧三大坝钢绞线电力连接固定15.2低温钢绞线在地表条件下,地壳上先期存在原始物质,经过搬运、沉积和成岩等一系列地质作用, 终形成沉积岩。组成沉积岩的这些原始物质的来源主要有:母岩风化作用的产物--陆源碎屑、溶解物质和粘土物质;生物物质--生物残骸及有机生物残体;深源物质--火山喷发带到地表的火山碎屑物质、沿断裂带进入地表的热卤水、温泉水、热液等;宇宙源沉积物--从宇宙空间降落地表的陨石及尘埃物质。原始沉积物中母岩的风化产物是构成沉积岩的主要组分。
抛光的原理主要反映在2个方面:微粒研磨原理;物理化学原理。微粒研磨:当磨料颗粒由粗磨到细磨、抛光时,磨料在石材表面磨削的痕迹由粗到细再到无肉眼看到的痕迹,表面便呈现光滑、平整、细腻,当深度达11微米时,被面出现镜面光泽,光彩照人,色泽鲜艳。微粒研磨由以下几道工序组成:粗磨:要求磨具吃量深,磨削效率高,磨削的纹路粗,磨出的表面较粗糙,主要产品在前道工序中留有的锯片痕迹并将产品的平整度,造型面磨削到位;半细磨:将粗磨痕迹,形成新的较细的纹路,产品面平整、顺滑;细磨:细磨后的产品花纹、颗粒、颜色已清楚地显示出来,表面细腻、光滑,始有微弱的光泽度;精磨:后的产品,无肉眼察觉的痕迹。